
Skills: SolidWorks, Injection Molding, CNC Mill
In this Design for Manufacturing (DFM) course project, teams were tasked with designing a part of their choosing, then machining a two-part mold and injection molding at least 10 successful final products. My partner and I chose to design and manufacture sporks.
This project gave me hands-on experience with gate placement, draft angle design, and the tradeoffs between cycle time and part quality in high-volume polymer manufacturing.
.png)
Design Requirements/Constraints:
1. Stock provided: 6"x4"x2" (x2) for the mold
2. Must be under 2oz shot size
3. Maximum machining time: 1/2 hr per mold half
4. 5° drafts for all vertical faces
5. Pins and sprue are already pre-milled and location cannot be changed
6. Produce a minimum of 10 final products
Prior to machining the molds, I ran several simulations in SolidWorks to validate the injection molding design. The primary analysis was a flow simulation to evaluate fill time and confirm that the gate and runner system would allow for complete mold filling. I also assessed weld line locations and identified areas where venting would be required to allow trapped air to escape. Additional simulations included undercut, wall thickness, and draft angle analyses to ensure manufacturability and proper part ejection.

The spork molds were machined on Tormach CNC mills using a combination of ¾" shear hog, ¼" flat, ⅛" flat, ⅛" ball, and ⅜" ball end mills. The locating pin and sprue had been machined prior to our work and could not be repositioned, which required careful planning around these fixed features.


Shown above are the two halves of the injection mold. This design allows for the production of two sporks per injection cycle.
.png)
.png)
Results:
The injection-molded ABS sporks were largely successful. Some minor issues with short shots and overmolding occurred, primarily due to limitations of the injection molding machine, which lacked precision compared to industrial systems. Partway through production, we introduced white ABS to mix with the original black ABS. Since the machine did not include a screw mechanism for proper material mixing, we anticipated a marbled final product rather than a uniform grey. The results matched expectations and proved visually interesting — the marbled pattern made weld lines clearly visible, aligning closely with the predictions from our SolidWorks flow simulations.
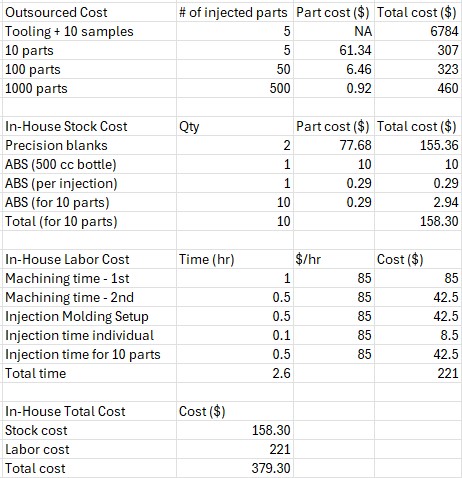
The table above outlines the labor and material costs associated with producing 10 sporks. Outsourcing this low-volume run would cost approximately $6,784, largely due to high upfront tooling costs. In contrast, machining the molds and producing the parts in-house cost us around $379 in total. This highlights how in-house production can be significantly more cost-effective at low volumes, while outsourced manufacturing becomes more economical at higher quantities due to reduced per-part costs.